
El detalle de alta resolución 3D es la capacidad de una impresora de resina para reproducir bordes nítidos, texturas finas y superficies suaves mediante la reducción del tamaño de pixel en el eje XY y del grosor de capa en el eje Z. Esta definición de alta resolución 3D no es solo un dato de marketing: determina si una miniatura tiene escamas visibles o si una caja de cartas muestra grabados precisos. Los parámetros clave son el pixel pitch del panel LCD, la altura de capa en micras y la densidad geométrica del archivo digital. Entender cómo interactúan estos tres factores es lo que separa un resultado profesional de uno mediocre.
¿Cómo afecta la resolución XY y la altura de capa Z al detalle en impresión 3D?
La resolución en impresión 3D de resina opera en dos ejes independientes que deben optimizarse juntos. El eje XY depende del panel LCD: cada pixel del panel cura una porción de resina, y cuanto más pequeño sea ese pixel, más fino será el detalle horizontal. El eje Z depende de la altura de capa, es decir, del grosor de cada lámina que la impresora construye una sobre otra.
Los paneles LCD monocromáticos 8K con resolución 7680×4320 alcanzan un pixel pitch de aproximadamente 29.7 micrones. Eso significa que cada punto curado en el plano horizontal mide menos de 0.03 mm, lo que elimina la pixelación visible en bordes curvos y texturas pequeñas.
En el eje Z, el rango estándar para alta resolución es entre 0.025 y 0.05 mm de altura de capa. Las alturas de capa por debajo de 0.05 mm permiten reproducir microdetalles con bordes nítidos y reducen las marcas de capa visibles al tacto y a la vista. Imprimir a 0.025 mm duplica el número de capas respecto a 0.05 mm, lo que aumenta el tiempo de impresión pero mejora la suavidad superficial de forma notable.
Los puntos críticos a considerar son:
- Pixel pitch reducido: Menos de 35 micrones en XY elimina la pixelación en curvas y letras pequeñas.
- Altura de capa baja: Entre 0.025 y 0.05 mm en Z reduce las líneas horizontales visibles en superficies inclinadas.
- Tiempo de impresión: Capas más delgadas multiplican el número de exposiciones y alargan el proceso.
- Materiales compatibles: No todas las resinas fluyen bien a alturas de capa muy bajas; las de baja viscosidad son las más adecuadas.
La resolución percibida en resina depende de ambos ejes simultáneamente. Optimizar solo uno produce resultados desiguales: una pieza puede tener superficies laterales perfectas pero mostrar líneas de capa evidentes en las caras inclinadas.
Consejo profesional: Antes de imprimir una pieza compleja, imprime un cubo de calibración a 0.025 mm y a 0.05 mm con tu resina habitual. La diferencia en bordes y esquinas te dirá exactamente cuánto ganas en detalle frente al tiempo extra invertido.
¿Qué diferencia hay entre archivos 3D de alta y baja resolución?
El hardware más avanzado no puede crear detalles que no existen en el archivo digital. Un archivo STL o OBJ con baja densidad de polígonos produce escalonamiento y bordes toscos aunque la impresora tenga un panel 16K. La impresora interpreta el modelo tal como está definido geométricamente: si las caras del modelo son grandes y planas, el resultado impreso también lo será.
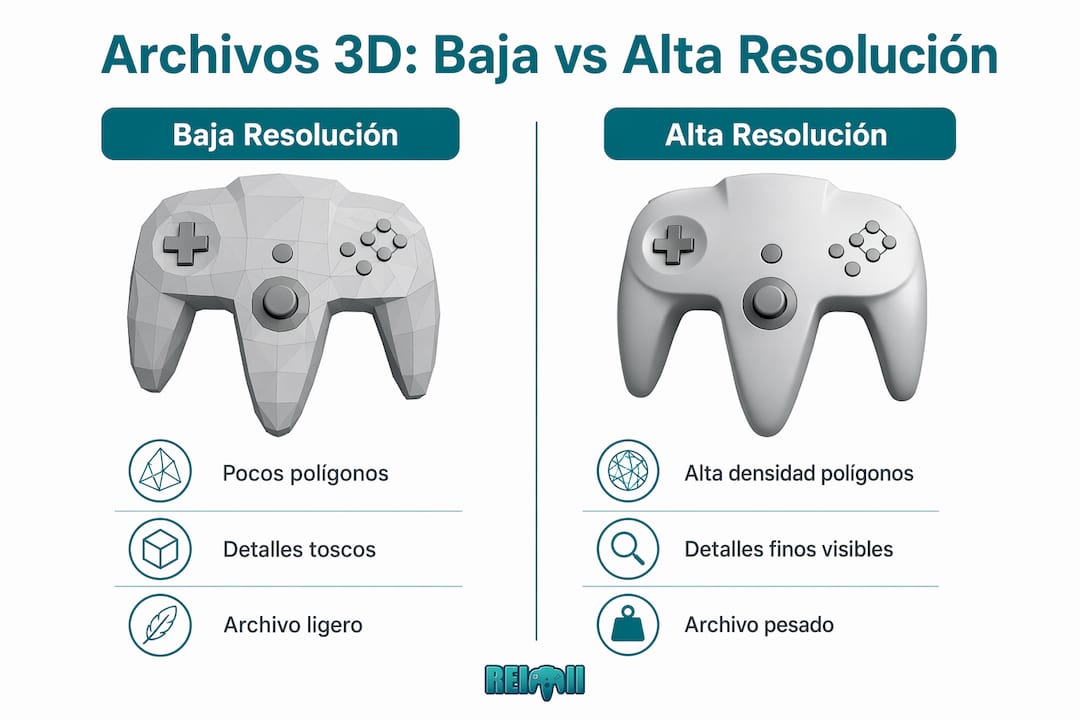
La densidad de polígonos es la cantidad de triángulos que componen la superficie de un modelo 3D. Un modelo de baja densidad tiene caras grandes y visibles, lo que genera el efecto de “facetado” en superficies que deberían ser curvas. Un modelo de alta densidad subdivide esas superficies en miles de triángulos pequeños, permitiendo que la impresora reproduzca curvas suaves y detalles finos.
| Característica | Archivo de baja resolución | Archivo de alta resolución |
|---|---|---|
| Densidad de polígonos | Baja (caras grandes visibles) | Alta (triángulos pequeños, curvas suaves) |
| Efecto en impresión | Escalonado, bordes toscos | Superficies lisas, detalles nítidos |
| Tamaño de archivo | Pequeño (menos de 5 MB) | Grande (20 MB o más) |
| Formatos comunes | STL básico, OBJ simplificado | STL de alta densidad, OBJ detallado |
| Limitación principal | El hardware no puede compensar la falta de datos | Requiere más memoria en el slicer |
Los formatos STL y OBJ son los más usados en impresión 3D. El formato STL almacena la geometría como una malla de triángulos: más triángulos equivale a más fidelidad geométrica. Cuando exportas un modelo desde Blender, ZBrush o Fusion 360, el nivel de subdivisión o la tolerancia de exportación determinan cuántos triángulos contiene el archivo final.
El punto práctico es este: si tu modelo tiene detalles finos como grabados, escamas o texto en relieve, exporta siempre con la máxima densidad que tu slicer pueda manejar. Programas como Chitubox o Lychee Slicer admiten archivos de varios cientos de megabytes sin problemas en equipos modernos.
Compromisos entre resolución máxima y resistencia funcional
El detalle de alta resolución y la resistencia mecánica no siempre van de la mano. Las resinas de baja viscosidad fluyen mejor entre capas finas y son ideales para miniaturas, joyería y piezas cosméticas, pero la adhesión entre capas es más débil. Una pieza impresa a 0.025 mm con resina de detalle puede mostrar texturas perfectas y romperse con un golpe moderado.
Las piezas funcionales, como bisagras, enganches o soportes mecánicos, se imprimen con capas más gruesas para aumentar la resistencia y durabilidad. Esto sacrifica parte del detalle superficial, pero produce piezas que aguantan carga y uso repetido. El intercambio entre resolución y resistencia es una decisión de diseño que debe tomarse antes de empezar a imprimir, no después.
| Tipo de resina | Altura de capa recomendada | Detalle superficial | Resistencia mecánica | Aplicación típica |
|---|---|---|---|---|
| Resina de detalle fino | 0.025 a 0.04 mm | Muy alta | Baja | Miniaturas, joyería, figuras |
| Resina estándar | 0.05 mm | Alta | Media | Prototipos, piezas decorativas |
| Resina técnica/ABS-like | 0.05 a 0.1 mm | Media | Alta | Piezas funcionales, enganches |
| Resina flexible | 0.05 a 0.1 mm | Media | Variable | Juntas, fundas, piezas con flexión |
Las resinas comerciales 8K como Elegoo 8K Standard están formuladas para baja contracción volumétrica y alta precisión dimensional. Esto significa que la pieza curada mantiene las dimensiones del modelo digital con mínima deformación, lo que es crítico cuando los detalles finos tienen menos de 0.5 mm de tamaño.
El mayor enemigo del detalle fino no es solo la resolución del panel. La contracción durante el curado y el posprocesado con luz UV puede suavizar o deformar microdetalles aunque el hardware sea de primera línea. Controlar el tiempo de exposición y el curado final es tan decisivo como elegir la resina correcta.
Consejo profesional: Para piezas con zonas cosméticas y zonas funcionales en el mismo modelo, considera dividir el diseño en dos partes: imprime las zonas de detalle con resina fina a 0.025 mm y las zonas estructurales con resina técnica a 0.05 mm. El ensamblaje final combina lo mejor de ambos materiales.
¿Qué tecnologías permiten lograr alta resolución en impresión 3D?
Las tres tecnologías principales de impresión 3D de resina son SLA, DLP y MSLA/LCD. Cada una proyecta luz UV de forma diferente y eso determina su capacidad de detalle.
-
SLA (Stereolithography): Usa un láser que traza cada capa punto a punto. Ofrece alta precisión pero es lenta y costosa. Es la tecnología original de resina, usada en joyería y odontología de precisión.
-
DLP (Digital Light Processing): Proyecta toda la capa de una vez con un chip de microespejos. La resolución depende del chip y del tamaño del área de impresión: a mayor área, mayor tamaño de pixel y menor detalle.
-
MSLA/LCD (Masked Stereolithography): Usa un panel LCD monocromático como máscara de luz UV. Es la tecnología dominante en impresoras domésticas en 2026. El 95% de las impresoras domésticas actuales usan LCD monocromático con resoluciones entre 9K y 16K, lo que las convierte en la opción más accesible para alta resolución.
Los paneles de 9K, 12K y 16K reducen el pixel pitch por debajo de 20 micrones en los modelos más avanzados. Esto permite imprimir texto en relieve de 0.3 mm de altura con legibilidad perfecta, algo imposible con tecnología DLP de gama media.
Para seleccionar una impresora según tus necesidades, considera estos criterios en orden de prioridad: tamaño del área de impresión, resolución del panel en micrones (no solo en píxeles), velocidad de exposición por capa y compatibilidad con resinas de terceros. Marcas como Elegoo, Anycubic y Bambu Lab ofrecen modelos con paneles 12K y 16K en el rango de precio accesible para creativos y diseñadores.
Consejo profesional: No compares impresoras solo por la resolución en megapíxeles. Un panel de 12K en un área de 7 pulgadas tiene mejor pixel pitch que un panel de 12K en un área de 12 pulgadas. Busca siempre el dato de pixel pitch en micrones, no el número de píxeles total.
Puntos clave
El detalle de alta resolución 3D requiere optimizar simultáneamente el pixel pitch del panel LCD, la altura de capa Z y la densidad geométrica del archivo digital para obtener superficies nítidas y precisas.
| Punto | Detalles |
|---|---|
| Resolución XY del panel | Un pixel pitch de 29.7 micrones o menos elimina la pixelación visible en bordes y curvas. |
| Altura de capa Z | Imprimir entre 0.025 y 0.05 mm reduce las marcas de capa y mejora la suavidad superficial. |
| Calidad del archivo digital | Un archivo STL con baja densidad de polígonos produce escalonado aunque el hardware sea de alta gama. |
| Elección de resina | Las resinas de baja viscosidad maximizan el detalle pero reducen la resistencia mecánica de la pieza. |
| Posprocesado controlado | La contracción durante el curado UV puede deformar microdetalles; controlar tiempos de exposición es decisivo. |
Lo que nadie te dice sobre imprimir con máxima resolución
Llevo tiempo trabajando con impresoras de resina y el error más común que veo en creativos y diseñadores es confundir resolución nominal con calidad real. Comprar una impresora 16K no garantiza resultados de 16K si la resina, la calibración y el archivo no están a la altura.
El parámetro que más se ignora es la calibración de la primera capa. Un error en la adhesión inicial genera el efecto “elephant foot”, donde la base de la pieza se expande y aplasta los detalles finos del primer milímetro. Según la guía de precisión para diseñadores, los errores de calibración son la causa principal de defectos visibles en piezas que deberían ser perfectas.
Mi recomendación práctica: antes de imprimir un proyecto importante, dedica una sesión completa a calibrar la plataforma y probar la resina con un archivo de referencia conocido. No es tiempo perdido. Es la diferencia entre una pieza que impresiona y una que termina en la basura.
También creo que el sector sobrevalora el hardware y subestima el posprocesado. He visto piezas impresas con paneles 8K que perdieron todos sus microdetalles por un lavado excesivo en IPA o un curado UV demasiado prolongado. El detalle se construye en la impresora pero se puede destruir en los diez minutos siguientes. Controlar el proceso completo, desde el archivo hasta el curado final, es lo que realmente define la calidad de un acabado de alta resolución.
Las tendencias apuntan a resinas con fotoiniciadores más eficientes que permiten capas de 0.01 mm sin tiempos de exposición prohibitivos. Cuando eso sea accesible para el mercado doméstico, la diferencia entre impresión 3D y fabricación industrial de precisión se reducirá aún más.
— Marina
Detalle de alta resolución en los productos Reimii
Reimii aplica impresión 3D de resina con parámetros de alta resolución en cada producto de su catálogo. Las deck boxes para Magic: The Gathering y otros juegos de cartas que fabrica Reimii combinan grabados precisos, superficies lisas y tolerancias ajustadas que solo son posibles con paneles LCD de alta resolución y resinas formuladas para baja contracción. El resultado es un producto donde los detalles decorativos son nítidos y las piezas encajan con precisión milimétrica. Si buscas una deck box compacta para MTG con acabado de calidad, el catálogo de Reimii muestra lo que la impresión 3D de alta resolución puede lograr en productos cotidianos. Para coleccionistas que valoran tanto la funcionalidad como el diseño, Reimii es la referencia en el mercado de artículos personalizados impresos en 3D.
FAQ
¿Qué significa exactamente “alta resolución” en impresión 3D?
Alta resolución en impresión 3D significa que la impresora puede reproducir detalles muy pequeños con precisión, gracias a un pixel pitch reducido en el eje XY y a alturas de capa de entre 0.025 y 0.05 mm en el eje Z. Ambos parámetros deben optimizarse juntos para obtener superficies nítidas y sin marcas visibles.
¿Cuál es la diferencia entre resolución 8K, 12K y 16K en impresoras de resina?
El número indica la cantidad de píxeles del panel LCD: más píxeles en el mismo tamaño de pantalla produce un pixel pitch más pequeño y mayor detalle en el plano horizontal. Un panel 8K de 10.3 pulgadas tiene un pixel pitch de 29.7 micrones, mientras que paneles 12K y 16K en áreas similares pueden bajar de 20 micrones.
¿El archivo 3D afecta la calidad del detalle impreso?
Sí. Un archivo con baja densidad de polígonos produce escalonado y bordes toscos aunque la impresora sea de alta gama. Exportar siempre con la máxima densidad desde programas como Blender o ZBrush es indispensable para aprovechar la resolución del hardware.
¿Qué resina es mejor para imprimir con máximo detalle?
Las resinas de baja viscosidad formuladas para detalle fino, como las resinas 8K de Elegoo, ofrecen la mejor reproducción de microdetalles. Su baja contracción volumétrica mantiene las dimensiones del modelo tras el curado, aunque su resistencia mecánica es menor que la de resinas técnicas o ABS-like.
¿Cuánto tiempo tarda imprimir a alta resolución frente a resolución estándar?
Imprimir a 0.025 mm de altura de capa duplica el número de capas respecto a 0.05 mm, lo que puede aumentar el tiempo total entre un 50% y un 100% según la pieza. La compensación en calidad superficial justifica ese tiempo extra para piezas cosméticas o de colección, pero no siempre para piezas funcionales.
0 Kommentare